Bowsprit Modification
- Removing the Old Bow Sprit and Backing Plate- Relocating the Bobstay fitting- Designing and Installing the New Bowsprit- Building the Gammon Iron Pattern- Installing the Gammon Iron-Shaping the Bowsprit for the Kranze Iron
Bowsprit and Backing Plate Removal

This picture depicts the infamous Cape Dory bowsprit "backing plate." The Cape Dory owners website is filled with the angst of Cape Dorians that have this steel plate in various stages of rusting decay. By reviewing the forum on the website I was able to get a good feel for what I was up against. The best information on removing the backing plate came from Fred Bickum's website http://www.sbastro.com/FeNIX/. You have to look around but he describes in general terms how he got the plate out of his Cape Dory 28 FeNix. The website is accessible via the Cape Dory Sailboat Owners Association http://www.capedory.org/cdownersweb.html
You can see some light rust on the plate in general but if you look all the way forward or down on the rebar you can see heavy rust. Also, if you look forward you can see the bolts sticking down without nuts. For me to have peace of mind before sailing off-shore I wanted this thing to come out and either be replaced with a stainless steel or bronze plate . . . or I may go with a completely different design and then a reinforcing backing plate won't be needed at all. Cape Dorys are well built boats. But, I don't see the logic in using mild steel in a place that is going to be exposed to saltwater, especially located in a place that you can't inspect or perform maintenance. In fact, water had entered this compartment via the hull deck joint under the bowsprit that was sealed only with 5200. This seems to be the one real major engineering fault for this boat.
You can see some light rust on the plate in general but if you look all the way forward or down on the rebar you can see heavy rust. Also, if you look forward you can see the bolts sticking down without nuts. For me to have peace of mind before sailing off-shore I wanted this thing to come out and either be replaced with a stainless steel or bronze plate . . . or I may go with a completely different design and then a reinforcing backing plate won't be needed at all. Cape Dorys are well built boats. But, I don't see the logic in using mild steel in a place that is going to be exposed to saltwater, especially located in a place that you can't inspect or perform maintenance. In fact, water had entered this compartment via the hull deck joint under the bowsprit that was sealed only with 5200. This seems to be the one real major engineering fault for this boat.

Before enlarging the anchor locker

After enlarging the anchor locker
Before I could removed the bow sprit and backing plate I had to be able to crawl into the locker. The locker in its original configuration was too small to do anything other than stick your head in there and see that, yes, there is the rusty backer plate. So I cut the opening larger with my jigsaw. I clamped some wood strips to serve as a template so I would be able to cut a straight line. This made the opening big enough but I still had to remove the center divider to have enough room to work. I used the skill saw and the saws-all to get most of it out. Part of it was tabbed in and I had to carefully use the saws-all to cut the tabs. Because of the tight angle between the divider and the hull nothing else would fit in there. Once I removed the center divider I was able to crawl into and wedge myself in the anchor locker. From there I removed as many of the nuts as I could that fastened hardware either through the bowsprit--stay sail boom fitting, bronze tack for the stay sail, the downhaul block for the asymmetrical spinnaker--or to the bow pulpit. Once I removed those I cut the exposed ends off the (6) 1/2" bolts that secured the bowsprit to the backing plate. There are eight bolts but the forward most two did not have nuts. Not sure why but boy was I glad they were not on there.

Bow without the bowsprit
Getting the bowsprit off was just plan physically hard work. Despite researching how to do this and putting a lot of thought into it I could come up with no way to finesse the removal of the bowsprit. I had earlier removed all the bungs and bolts. Then using a half dozen 12-14 inch long oak wedges and a heavy mallet I drove them in between the deck and the bowsprit in a leap-frog manner. I started at the front and then worked my way down both sides. I used my Dremel Multi Tool to cut some of the adhesive around the wedges but it would only go under the bowsprit about 1 1/2 inches. I then used a small pointed handsaw about 14 inches long to cut through the adhesive from one side to the other between the front of the bowsprit to where the wedges were. Then I advanced the wedges forward and cut the adhesive up the closest wedge and continued on till I got to the base of the bowsprit. It probably took about three hours of hammering and sawing to get the bowsprit off. All but a 3x4 inch section of gel coat remained intact. The bowsprit appears to be in good shape. I was pleased it came off totally intact. It is in good enough shape to clean up, revarnish, and reinstall but my plan are to go with a different style of bowsprit. Any wood other than teak and I think there would have been a lot of rot in it.

Well here it is. The Cape Dory bowsprit backing plate. I refer to it as "the beast." You can see it's a 1/4" steel plate with rebar welded to it and it weighs about 25 lbs. The side toward you is the underside of the plate. The pointed end, facing to the right, goes into the bow of the boat. The bracket hanging down on the left side was bolted to the vertical 3/4" plywood anchor locker divider. The rebar was laid against the stem and fiberglass tape ran through the slots glassing it in place to the hull.
Once I had the bowsprit off, I laid out all the tools I thought I would need--a Dremel with a right angle cut-off adapter, a roto-zip with a cut-off wheel, a 4 1/2" angle grinder with a cut-off wheel, a saws-all with a steel cutting blade, wood wedges, a mallet, a hammer, etc. I knew backing plate was only glassed in across the rebar. It was a tight squeeze but the Dremel was the best tool. With a full face respirator on, I was able to cut the fiberglass tape off pretty easily. But the plate was really wedged in there. I couldn't pull down on it because the rebar was tight against the stem. I pounded some of the wooden wedges in between the backing plate and the mishmash above it. The mishmash is about one inch thick and it fills the void between the arched forward deck and the flat steel plate of the backer plate from the back end all the way to the bow. I beat on it with a hammer for a while and was not sure what to do. I could barely wiggle it. I determined that the only way it would come out was to be pulled straight back--not down or even side to side. So I hooked my come-a-long up to it and ran the cable back through the boat and secured it to a 2x4 laid across the companion way hatch. Then I ratcheted it as tight as I dared and beat on it some more with the hammer. I took the come-a-long off and thought I would finally have to resort to cutting it out in pieces with an angle grinder. I cut on for about a minute but could see this approach would take hours. I picked up my hammer and beat on it a couple more times and it suddenly just fell out into my lap. Simple as that. Boy was I happy.

This is what the anchor locker looks like with the backing plate out. There was quite a bit of rust that came off the plate while I was beating on it with the hammer. Probably 2-3 cups worth of flakes. Some pretty big. Note the mishmash. I think I'll leave it in there. There is a very smooth layer of fiberglass cloth on the bottom side lightly tabbed to the hull. It is a little ragged on the aft end but I think I will sand it smooth and add a nice fillet of epoxy there and leave it to reinforce the deck. I'll need to do some grinding to smooth out where the vertical anchor locker divider was tabbed in as well as the backing plate.
Installing the Bobstay Fitting
It was time to glass in a new backing plate for the bobstay after removing and discarding the original aluminum plate last year during the destruction phase. This is another one of those weird Cape Doryisms--bronze bobstay fitting, SS bolts, and an aluminum backing pate. I don't understand that why they did that. Nonetheless, I started out with final sanding on the backing plate for the bobstay fitting that I cut from some G-10 yesterday. I used my Bosch Jigsaw and a carbide tipped blade. The carbide blade is critical. G-10 is very hard stuff as I had learned when I cut the backing plates for the through-hulls last summer. I cut the backing plate 17 inches long and about 2 1/2" wide. To fit into the narrow part of the stem of the boat I had to cut a bevel on each side.

Beveled edges on the bobstay backing plate.

G-10 Bobstay backing plate glassed in.
I cleaned up the edges with the bench top sander, and then used a sanding block with some 60 grit to scuff it up on both sides. I rechecked the fit. I also sanded the stem area with some 40 grit, vacuumed, and did a thorough acetone wash down. Next, I mixed up a bunch of epoxy and thickened it to peanut butter consistency with colloidal silica and some 404 High Density filler that I am trying to use up. I toweled it into the stem area and on the backing plate and pressed it into position. I cleaned up the excess with a plastic squared off stir stick.
Next, I drilled the holes yesterday after installing a new G-10 backing plate a couple of days ago. I moved it about 13 inches lower on the stem than it was originally installed. This was necessary to get a better angle on the new longer bowsprit. I got all the hardware together but found it was difficult to get the bolts to go in. Not sure why since I didn't have any trouble with it yesterday when I did a quick test fit. So, I just kept at it and with a little tapping the bolts finally went in. I went up in the boat and installed the washers and nuts and used a ratchet to tighten the nuts down to make sure everything fit properly. Then I climbed back out of the boat and got the camera to take a picture. As soon as I looked through the view-finder I noticed it looked funny. The thing was on upside down!! A very professional job. Well that explained why the bolts were hard to install. So, I had to go back up into the boat, take off the nuts and washers, and then reassemble. This is not the final install though. After the boat is painted I will make the final install with caulk and bronze, vice the original SS bolts.



Designing, Building, and Installing the New Bowsprit
The 1/2" X 4" silicon bronze bolts for the bobstay fitting arrived today These will replace the stainless steel ones that originally fastened the bobstay fitting to the stem of the boat. When possible, I'd like to keep bronze with bronze. It was hard to find bolts with shoulders that I could buy individually. Others I found had to be purchased in a box of 25 or something like that. What would I do with 25 1/2" bronze bolts? . . . and they are not inexpensive. Each bolt will have a washer, lock washer, and two nuts. These are also the extra heavy duty nuts.
Building a New Bowsprit
Other than removing the engine and filling in the propeller aperture, changing the bowsprit design is the most radical change to the boat. My plan is to incorporate a more traditional bowsprit--square on deck between the sampson post and the gammoning iron then round and tapering to and slightly beyond the kranze iron. The new bowsprit will put the tack two feet further forward than the original 18" platform style bowsprit, which I never liked. I thought the original was ugly and looked like it was an after thought. The new design, which I worked on last spring, will add about 45 sqft of sail area. It will move the center of effort one percent further forward of the center of lateral plan. The percent of CE forward of CLP is referred to as "lead." My references for undertaking this somewhat frightening task is Skene's Elements of Yacht Designs and Chapelle's Yacht Designing and Planning. As I have mentioned before, the advantages of moving the tack of the headsail forward will be to reduce weather helm; add sail area improving light air sailing performance; and reduce the sheeting angle for the headsail.
Other than removing the engine and filling in the propeller aperture, changing the bowsprit design is the most radical change to the boat. My plan is to incorporate a more traditional bowsprit--square on deck between the sampson post and the gammoning iron then round and tapering to and slightly beyond the kranze iron. The new bowsprit will put the tack two feet further forward than the original 18" platform style bowsprit, which I never liked. I thought the original was ugly and looked like it was an after thought. The new design, which I worked on last spring, will add about 45 sqft of sail area. It will move the center of effort one percent further forward of the center of lateral plan. The percent of CE forward of CLP is referred to as "lead." My references for undertaking this somewhat frightening task is Skene's Elements of Yacht Designs and Chapelle's Yacht Designing and Planning. As I have mentioned before, the advantages of moving the tack of the headsail forward will be to reduce weather helm; add sail area improving light air sailing performance; and reduce the sheeting angle for the headsail.
The first step is to build a mock up bowsprit to see how it will look and to see if I have the skills to build one I will be satisfied with. A few days ago I bought four 10' long 2X8s at Lowes. The straightest, least expensive, wood I could find, and it was all pitiful, was #2 Southern Yellow Pine . . . lots of knots. Anyway, after working on the tiller this morning I jointed one edge of each of the 2X8s and ran them through the planner to mill them down to about 1 1/8" thick. Next, I ripped them to 4 3/4" wide on the table saw. Next, I laid them out so the grain would be running in opposite direction to even out the tension of what will be a four plank laminated "post" that will serve as the blank for the bowsprit. To save time and money I used regular Tightbond yellow glue. Nothing fancy . . . this is a through away after all. Finally, I glued them up across a couple of saw horses and threw on an assortment of clamps.
I ended the day with a call to the Port Townsend Foundry and talked to them about kranze and gammoning iron options. They walked me through what I will need to do to help them get the castings right.
I ended the day with a call to the Port Townsend Foundry and talked to them about kranze and gammoning iron options. They walked me through what I will need to do to help them get the castings right.

The next morning I unclamped the blank for the bowsprit. I knocked off excess hardened glue then did the best I could running it over my 6" jointer. I don't have a lot of in-feed and out-feed tables so this was a tricky undertaking with such a big heavy piece of wood. I got it close as close I as could then loaded it in the truck and headed over to base wood shop.
First, I ran it across a 12" jointer and then through a 24" planer taking it down to 3 7/8" X 3 7/8". I left it 10' long for the time being. Next, I drew out the design of the bow sprit on the blank. Because the sprit only projects forward of the stem 3 1/2' I want to make sure the proportion is right to the eye. If I make it 5" X 5" it will look huge and out of proportion for it's length especially given the somewhat slender line of the Far Reach. But, it has to be strong enough for the job. I have done some reading regarding column compression loads for different species of wood to better understand the engineering requirements. Based on my research, combined with what I have sketched out, I think the right dimensions will be around four inches on each side (at the gammon iron). This size will keep the bowsprit below the bulwark which will improve the profile of the boat. An added benefit is my windless will straddle the bowsprit without the need for adapter plates.
Because I want the sprit to follow the sheer of the topside, vice be parallel to the water, I first I cut a 2" taper on the bottom of the sprit between the butt and where the gammon iron will be located. A parallel sprit looks good on some boat styles but I think it would look odd on the Far Reach. Because the deck is arched up, the center of the deck gets progressively higher relative to the sheer as one moves aft of the stem. In fact, at 4' 4" aft of the stem the centerline of the deck is 2" higher than the adjacent sheerline. So, I either must elevate the front of the bowsprit or lower the back end for the bowsprit to follow on the same line as the sheer . . . thus, the tapered cut on the bottom side of the sprit. The max dimensions of the bowsprit occur right at the stem, where it passes through the gammon iron. Starting just forward of the stem I cut four tapers and carried them forward 36". From that point forward, about 12", I cut a straight four sided 2 1/2" square projection--this will eventually be rounded to serve as the sleeve the cranse iron to slide over. For this design I plan to leave the bowsprit square between the gammon iron and butt but will round the taper from the gammon iron forward, to include the sleeve for the cranse iron.
In the picture to the right I let the aft end of the sprit run wild. If this were to be the bowsprit design, it would be cut about a foot shorter. To support this bowsprit, a large (5X5?) sampson post would extend down through the deck and be bolted to the forward side of the bulkhead that separates the anchor locker from the forward cabin. The sampson post would have a mortise cut into it and a tenon would be cut into the aft end of the sprit. The sprit would "float" in the gammon iron and the crase iron would "slip" over the forward part of the sprit resting on shoulders cut into the taper. The advantage of this style of sprit is it sits about 1/4" above the deck so air gets under it. The only holes in the sprit are for the anchor rollers, so it is less prone to rot. Because there are no bolts securing the sprit to the deck it can be easily removed for yearly maintenance which reduces the likelihood that rot will go unnoticed. It remains to be seen if this is the right design for the Far Reach.
So far I am pleased with the design. It may be that after I round the taper that it will look to small. But that will provide me information I did not have before.
First, I ran it across a 12" jointer and then through a 24" planer taking it down to 3 7/8" X 3 7/8". I left it 10' long for the time being. Next, I drew out the design of the bow sprit on the blank. Because the sprit only projects forward of the stem 3 1/2' I want to make sure the proportion is right to the eye. If I make it 5" X 5" it will look huge and out of proportion for it's length especially given the somewhat slender line of the Far Reach. But, it has to be strong enough for the job. I have done some reading regarding column compression loads for different species of wood to better understand the engineering requirements. Based on my research, combined with what I have sketched out, I think the right dimensions will be around four inches on each side (at the gammon iron). This size will keep the bowsprit below the bulwark which will improve the profile of the boat. An added benefit is my windless will straddle the bowsprit without the need for adapter plates.
Because I want the sprit to follow the sheer of the topside, vice be parallel to the water, I first I cut a 2" taper on the bottom of the sprit between the butt and where the gammon iron will be located. A parallel sprit looks good on some boat styles but I think it would look odd on the Far Reach. Because the deck is arched up, the center of the deck gets progressively higher relative to the sheer as one moves aft of the stem. In fact, at 4' 4" aft of the stem the centerline of the deck is 2" higher than the adjacent sheerline. So, I either must elevate the front of the bowsprit or lower the back end for the bowsprit to follow on the same line as the sheer . . . thus, the tapered cut on the bottom side of the sprit. The max dimensions of the bowsprit occur right at the stem, where it passes through the gammon iron. Starting just forward of the stem I cut four tapers and carried them forward 36". From that point forward, about 12", I cut a straight four sided 2 1/2" square projection--this will eventually be rounded to serve as the sleeve the cranse iron to slide over. For this design I plan to leave the bowsprit square between the gammon iron and butt but will round the taper from the gammon iron forward, to include the sleeve for the cranse iron.
In the picture to the right I let the aft end of the sprit run wild. If this were to be the bowsprit design, it would be cut about a foot shorter. To support this bowsprit, a large (5X5?) sampson post would extend down through the deck and be bolted to the forward side of the bulkhead that separates the anchor locker from the forward cabin. The sampson post would have a mortise cut into it and a tenon would be cut into the aft end of the sprit. The sprit would "float" in the gammon iron and the crase iron would "slip" over the forward part of the sprit resting on shoulders cut into the taper. The advantage of this style of sprit is it sits about 1/4" above the deck so air gets under it. The only holes in the sprit are for the anchor rollers, so it is less prone to rot. Because there are no bolts securing the sprit to the deck it can be easily removed for yearly maintenance which reduces the likelihood that rot will go unnoticed. It remains to be seen if this is the right design for the Far Reach.
So far I am pleased with the design. It may be that after I round the taper that it will look to small. But that will provide me information I did not have before.

The first in a series of mock-up bowsprits.
"This is like deja vu all over again." After deciding that the first bowsprit was a little light in design I glued up another one today. This one will be 5" square at the widest point where the sprit passes through the gammon iron. Everything else will remain the same. I glued this one up pretty much the same as the last one. Wednesday I'll take it to the base hobby woodshop, run it over their jointer and through the planer. Then I'll draw the pattern on the blank and cut it out using the big bandsaw. I need to get the design nailed down now so Port Townsend Foundry has time to cast the gammon iron.

Another blank for a second bowsprit mock-up.
After the glue on the bowsprit was hard, I unclamped it and took it to the woodshop on base and cut the pattern out with a bandsaw. I decided to make the widest part 5"X5" (where it passes through the gammon iron). I also made it a few inches longer just to experiment though I think 36" forward of the stem will be about right. Anyway, it is much bigger than the old bow sprit though it is only one inch wider on each side. Take the cross section of the widest dimension of the first sprit I made for example: 4x4=16 sq inches of surface area. Take the second one I made: 5"x5"=25 sq inches. That's a difference of more than 9 square inches which makes the second one more than 50 percent bigger than the first one. That means it can handle much more compression, all things considered equal. But, it is also heavier. The first sprit weighs 23.5 lbs, while the second sprit weighs 35.5 lbs.
The next thing I did was to make a larger "spar-makers" 7-10-7 gauge. I described this tool in an earlier post when I made a round handle for my carpenters tool box. But a quick recap is that the 7-10-7 stands for ratios that essentially use the formula for a Pythagorean triangle to allow a square sided spar to be marked, then shaped, into an eight sided spar. From there it is simple to shape to a 16 sided spar and ultimately sanded round. One angles or cocks the gauge until both outside pins are against the spar. Then you pull the gauge along the spar leaving two pencil marks the length of the spar. You make these marks on all four sides. If you build the gauge correctly all the lines are an equal seven "units" of distance from the edges of the spar. Then you use a bock plane or power plane and take the corners down level to the adjacent lines. At that point the spar is eight sided. After making the gauge, I ended the day by marking the spar for shaping tomorrow.
The next thing I did was to make a larger "spar-makers" 7-10-7 gauge. I described this tool in an earlier post when I made a round handle for my carpenters tool box. But a quick recap is that the 7-10-7 stands for ratios that essentially use the formula for a Pythagorean triangle to allow a square sided spar to be marked, then shaped, into an eight sided spar. From there it is simple to shape to a 16 sided spar and ultimately sanded round. One angles or cocks the gauge until both outside pins are against the spar. Then you pull the gauge along the spar leaving two pencil marks the length of the spar. You make these marks on all four sides. If you build the gauge correctly all the lines are an equal seven "units" of distance from the edges of the spar. Then you use a bock plane or power plane and take the corners down level to the adjacent lines. At that point the spar is eight sided. After making the gauge, I ended the day by marking the spar for shaping tomorrow.

The second mock-up bowsprit blank next to the first one.

A spar makers 7-10-7 guage.
I spent most of the next day making the bowsprit 8 sided in preparation for rounding the tapered part of the spar that projects forward of the gammon iron. I wanted to do this with only my jack plane and smaller block plane to improve my skills. I also used some chisels since I don't have a spoke-shave, though I have one on order. Though it takes longer to do this with hand planes I have more control plus the shaving go on the floor instead of all over the shop like they do when using a power planer.
I started off by working on the nose of the sprit. You can see the progression of work in the photos below. The hand planes will only go up the loom of the spar to about 2 inches or so from the lip. I have to use chisels for the last three inches of the main sprit and the nose part. This is where the spoke-shave would help. The idea is to plane flat the corners between the lines, made with the 7-10-7 gauge. I checked to make sure I was planing flat by laying a ruler across the area being planed. In the photo you can see the gap under the lower portion of the straight edge. That means the upper part has to be taking down further. After I worked the nose I moved to the main part of the sprit to be smoothed. It took about 40 minutes per side. With more practice I am sure I could do it in half the time. I reaped the benefits of having spent a few hours during the summer "tuning" the bottom surface of the planes as well as the irons on Japanese water stones. They were cutting very nicely today. I used a coping saw to cut some "scallops" to refine the edge at the juncture of the tapered part of the sprit and the square part that will be positioned in the gammon iron. When I finished with the rough work I took the bowsprit up to the boat to see how it looked. This particular sprit is 39" long from the stem of the boat to the location of the cranse iron. That is 21 inches further forward than the original 18" on the Cape Dory 36. I have discussed how I came to this number in other posts now located in the "bowsprit" project. I should have made more progress today but I had to take time out to go to the store to buy more coping saw blades after the only one I had broke while cutting the "scallops." I was amazed at the amount of shavings produced. The planing was not difficult and was in fact very enjoyable, though my shoulder is sore tonight.
Tomorrow, I will 16 side the sprit then start sanding it round. I will not spend a lot of time sanding since that is not the purpose of this task. This is just a mock-up to see if this is the design I want. I need to get the basic dimension right so I can build the pattern for the gammon iron to be cast in bronze.
I started off by working on the nose of the sprit. You can see the progression of work in the photos below. The hand planes will only go up the loom of the spar to about 2 inches or so from the lip. I have to use chisels for the last three inches of the main sprit and the nose part. This is where the spoke-shave would help. The idea is to plane flat the corners between the lines, made with the 7-10-7 gauge. I checked to make sure I was planing flat by laying a ruler across the area being planed. In the photo you can see the gap under the lower portion of the straight edge. That means the upper part has to be taking down further. After I worked the nose I moved to the main part of the sprit to be smoothed. It took about 40 minutes per side. With more practice I am sure I could do it in half the time. I reaped the benefits of having spent a few hours during the summer "tuning" the bottom surface of the planes as well as the irons on Japanese water stones. They were cutting very nicely today. I used a coping saw to cut some "scallops" to refine the edge at the juncture of the tapered part of the sprit and the square part that will be positioned in the gammon iron. When I finished with the rough work I took the bowsprit up to the boat to see how it looked. This particular sprit is 39" long from the stem of the boat to the location of the cranse iron. That is 21 inches further forward than the original 18" on the Cape Dory 36. I have discussed how I came to this number in other posts now located in the "bowsprit" project. I should have made more progress today but I had to take time out to go to the store to buy more coping saw blades after the only one I had broke while cutting the "scallops." I was amazed at the amount of shavings produced. The planing was not difficult and was in fact very enjoyable, though my shoulder is sore tonight.
Tomorrow, I will 16 side the sprit then start sanding it round. I will not spend a lot of time sanding since that is not the purpose of this task. This is just a mock-up to see if this is the design I want. I need to get the basic dimension right so I can build the pattern for the gammon iron to be cast in bronze.

The mock-up bowsprit








The 5" X 5" square sprit trimed down to 4.75" X 4.75" square.

5" X 5" square.
A few days ago, after building the second mock up bowsprit around a 5"X5" loom I thought I had the right size. But I kept looking at it and it seemed a little too big. This was after I built the first one at 4"X 4". So, I decided to experiment. I basically took it down 1/4" so the sprit is, at it's widest point 4 3/4" X 4 3/4". It's only 1/4" but it made a big difference. The tapered part of the sprit is a little more slender. The whole thing looks better. In the top photo the sprit is 4.75" X 4.75" and the photo below is the sprit at 5"X5". It's a little hard to tell the difference in the photos but if you look closely, especially where the round taper begins just forward of the square part of the sprit, you can see the difference.
In the top photo I placed my windlass on the sprit and took a 6x6 scrap (which is much bigger than the actual sampson post will be) and set it at the heel of the bowsprit just to get and idea how everything would fit together. It looks right to my eye. Once 4" tall bulwark is installed, the stays fitted, the anchor is installed, and other hardware is in place it will blend right in.
This morning I emailed some photos of the sprit and a drawing depicting my thoughts for a gammon iron design to Port Townsend Foundry in Washington State. I then called and spent some time talking with Pete Langford about the design and he described the process for casting a custom gammon iron. He was very helpful and encouraging. He said he would send me some photos of various patterns depicting what I will need to do if I want to make the pattern myself. Pete said it is somewhat complex but he would walk me through it if I wanted to attempt to make the pattern. Otherwise, I would make a series of templates and they would make the pattern. In the meantime, I will contine to work on the interior.
In the top photo I placed my windlass on the sprit and took a 6x6 scrap (which is much bigger than the actual sampson post will be) and set it at the heel of the bowsprit just to get and idea how everything would fit together. It looks right to my eye. Once 4" tall bulwark is installed, the stays fitted, the anchor is installed, and other hardware is in place it will blend right in.
This morning I emailed some photos of the sprit and a drawing depicting my thoughts for a gammon iron design to Port Townsend Foundry in Washington State. I then called and spent some time talking with Pete Langford about the design and he described the process for casting a custom gammon iron. He was very helpful and encouraging. He said he would send me some photos of various patterns depicting what I will need to do if I want to make the pattern myself. Pete said it is somewhat complex but he would walk me through it if I wanted to attempt to make the pattern. Otherwise, I would make a series of templates and they would make the pattern. In the meantime, I will contine to work on the interior.
It takes a lot of effort to go out to the SRF on a day like today. 100 degrees. It's just plain hot . . . anyway you want to describe it. Recently, there have been no visions in my head of sailing in the clear sun bathed waters of the tropics . . . instead I'm sailing north through a green sea, reaching along the coast of Ireland. "It's was crisp and cool this morning. We ran the refleks heater to take the chill out of the cabin. Breakfast was oatmeal, toast with marmalade, fruit, and a steaming cup of coffee. But the sun is up now, bright in all his glory." Whatever it takes to keep going.
To escape the heat I decided to spend the day working on the bowsprit in the coolness of the air-conditioned wood shop. The overall shaping and tapering of the mock-up bow-sprit was pretty straight forward when I did it last fall. Click here for more info on tapering the spar itself. However, this was my first attempt at shaping the end of the spar to fit a predetermined taper--in this case the taper on the inside of the kranze iron.
To escape the heat I decided to spend the day working on the bowsprit in the coolness of the air-conditioned wood shop. The overall shaping and tapering of the mock-up bow-sprit was pretty straight forward when I did it last fall. Click here for more info on tapering the spar itself. However, this was my first attempt at shaping the end of the spar to fit a predetermined taper--in this case the taper on the inside of the kranze iron.

Practice on the mock-up bow sprit.
When I shaped the mockup bowsprit last fall I drew the taper out and the "step-down" shoulder for the kranze iron (I didn't have a kranze iron at the time, so I made a "SWAG." I used a band-saw to make those cuts and then used a 7-10-7 gauge to lay out the lines for shaping it to 8 then 16 sided. Then, I spent some time sanding to make it round. I used the sprit to get the dimensions for the gammon iron that I made a pattern for and then had cast in bronze. Click here for more info on the gammon iron.

What I wanted to accomplish today was to practice how to taper the end of the sprit to accommodate the taper on the inside of the kranze iron. The opening is 2 1/2" wide at the aft end and tapers down to 2" wide over the 4 3/4" length of the kranze iron. I used my calipers to determine the diameter of the sprit where the aft end of the kranze iron would ride on the sprit and did the same for where the front end would ride. I used a compass to make a circle on the front of the sprit to serve as a reference point as I shaped the forward 8" of the sprit. Next, I clamped a wood straight edge to my back-saw to control the depth of the saw cut. Next, I made two cuts: one for where the back of the kranze iron (wider diameter) and one for where the front end (narrower diameter) would sit. From where the front edge of where the kranze sits to the end of the sprit I made a series of vertical cuts all the way around the spar with the depth controlled by the wood straight edge on the back saw.
Next, I used a chisel and mallet to remove this excess wood, thinning down the sprit forward of the Kranze iron. I then used a rasp and file to smooth the initial shaping cuts on the forward most part of the sprit. I just kept working it till I could slide the kranze iron over the tip. I put the kranze iron on backward to help me determine when I had removed just the right amount of wood to that part of the spar with the front edge of the kranze iron would lay on the sprit. Then, I carefully began to rasp from this smaller diameter back to the step-down, or shoulder, where the aft end of the kranze iron would sit. The best tools seem to be a carpenter's rasp and a 10" file. I ordered a "pattern makers rasp" from Lee Valley tools earlier in the week but it had not arrived so I went with what I had on hand even though the rasp was much more aggressive than I would have liked. I used a small straight edge to make sure I was getting a straight even bevel over the length of the taper.
It was not very pretty work but it was a good opportunity to learn the basics of the required techniques. It's a little rough in some places and the knots in the #2 yellow pine I used for the mock-up caused some difficulties. But the fit seems to be pretty good. I used a mallet to drive it on. The real sprit will be Douglass Fir and will of course be completely clear of knots. Plus, the pattern makers rasp will be less aggressive than the carpenter's rasp I used today and of course I will be more patient for the final product, with more sanding, etc. I think I could also wax up the inside of the kranze iron and slater some thickened epoxy on the area where the kranze iron will go and then drive the kranze iron on to made sure I get a good fit. This would make sure there are no voids or uneven spots. It's something to consider. In the meantime, it's time to get back into the boat, 100 degree heat or not.
It was not very pretty work but it was a good opportunity to learn the basics of the required techniques. It's a little rough in some places and the knots in the #2 yellow pine I used for the mock-up caused some difficulties. But the fit seems to be pretty good. I used a mallet to drive it on. The real sprit will be Douglass Fir and will of course be completely clear of knots. Plus, the pattern makers rasp will be less aggressive than the carpenter's rasp I used today and of course I will be more patient for the final product, with more sanding, etc. I think I could also wax up the inside of the kranze iron and slater some thickened epoxy on the area where the kranze iron will go and then drive the kranze iron on to made sure I get a good fit. This would make sure there are no voids or uneven spots. It's something to consider. In the meantime, it's time to get back into the boat, 100 degree heat or not.
Building the Gammoning Iron Pattern
19 Feb 11I spent the last two plus weeks building the pattern for the gammon iron. Since I have never built a pattern for a bronze casting this was slow tedious work. The result was a daily battle of inches instead of miles. So, I decided to wait to post the project to the website until it was complete.
The pattern will be used by Port Townsend Foundry to cast a custom designed silicon bronze gammon iron (or gammoning iron if you prefer). The gammon iron is a metal fitting attached to the deck at the stem head that the bowsprit passes through. Usually, the tack of the staysail is secured to a tang on the top of the gammon iron. That is how this one is designed as well. The gammon iron is essential to mounting a removable and more conventional and slightly longer round tapered bowsprit. The original plank style bowsprit was bolted through the deck and could not be inspected without a huge and often destructive effort. In fact, the original bowsprit was through bolted in eight places to a mild steel backing plate (another one of those odd Cape Doryisms that defy reasonable explanation). The backing plate was pretty rusted due to water intrusion through the bolt holes and through a gap in the hull-deck joint at the top of the stem. I removed the bowsprit and the backing plate in the early phase of the rebuild. Click here to get the background on that project. The new bowsprit will start off square with the heel set into a solid wood sampson post about 4 1/2' abaft the stem-head. As the bowsprit passes through the gammon iron (at the stem-head) it will become round and taper to the end where a bronze kranze iron will be fitted over the end. The head-stay, bob-stay, and whisker-stays all terminate at the kranze iron. The new bowsprit will be relatively easy to remove and be about 18-21 inches longer than the original bow sprit but weigh about the same. The new gammon iron will allow the terminal end of staysail stay to move forward the same distance the headstay moves forward. The longer conventional style bowsprit will provide a better mount for the manual windlass, a proper lead for the anchor chain, help to reduce weather helm, increase sail area, and slightly reduce headsail sheeting angles.
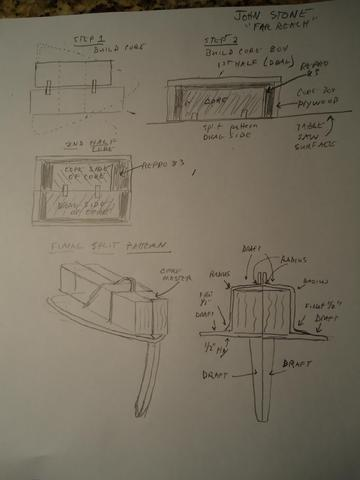
As I said, I have never built a pattern for a bronze casting . . . and this one was complicated for a beginner. It was slow going. Pete Langley, founder and owner of PTF, was wonderfully generous with his time patiently walking me through the many steps and monitoring my work through pictures I emailed to him. The type of casting that will be used to make the gammon iron is called the "loose sand, method. This type of pattern is called a "split pattern." One side is called the drag while the other side is called the cope. A very brief overview of the steps are explained in the text associated with the below photos. For more information about pattern-making and metal casting click on the pdf file to the right. The document was produced by Port Townsend Foundry.
In between work on the gammon iron I applied a couple of more coats of varnish to the cabin sides. One of the coats came out poorly and I had to sand, and sand, and sand to fix it. It was quite a bit of fun. The most current coat developed very tiny bubbles shortly after it was laid on. This is only on the cabin sides and not the staving. Not sure what is causing this. I have done some research and there are lot of different views. It's not the wood. It started with the fourth coat. It is definitely not the brush or roller. I don't think it is the temp. I vacuumed the night before, did an alcohol wipe down that night and again the next morning. I led the application with a good quality tack rag. Hmmmmm . . . . this is a mystery. Epifanes says it sounds like dust. I am not so sure but I have some time to sort it out. I changed mineral spirits though (I add a capful to 10 oz of varnish. So maybe I should go back to the other mineral spirits.
The pattern will be used by Port Townsend Foundry to cast a custom designed silicon bronze gammon iron (or gammoning iron if you prefer). The gammon iron is a metal fitting attached to the deck at the stem head that the bowsprit passes through. Usually, the tack of the staysail is secured to a tang on the top of the gammon iron. That is how this one is designed as well. The gammon iron is essential to mounting a removable and more conventional and slightly longer round tapered bowsprit. The original plank style bowsprit was bolted through the deck and could not be inspected without a huge and often destructive effort. In fact, the original bowsprit was through bolted in eight places to a mild steel backing plate (another one of those odd Cape Doryisms that defy reasonable explanation). The backing plate was pretty rusted due to water intrusion through the bolt holes and through a gap in the hull-deck joint at the top of the stem. I removed the bowsprit and the backing plate in the early phase of the rebuild. Click here to get the background on that project. The new bowsprit will start off square with the heel set into a solid wood sampson post about 4 1/2' abaft the stem-head. As the bowsprit passes through the gammon iron (at the stem-head) it will become round and taper to the end where a bronze kranze iron will be fitted over the end. The head-stay, bob-stay, and whisker-stays all terminate at the kranze iron. The new bowsprit will be relatively easy to remove and be about 18-21 inches longer than the original bow sprit but weigh about the same. The new gammon iron will allow the terminal end of staysail stay to move forward the same distance the headstay moves forward. The longer conventional style bowsprit will provide a better mount for the manual windlass, a proper lead for the anchor chain, help to reduce weather helm, increase sail area, and slightly reduce headsail sheeting angles.
As I said, I have never built a pattern for a bronze casting . . . and this one was complicated for a beginner. It was slow going. Pete Langley, founder and owner of PTF, was wonderfully generous with his time patiently walking me through the many steps and monitoring my work through pictures I emailed to him. The type of casting that will be used to make the gammon iron is called the "loose sand, method. This type of pattern is called a "split pattern." One side is called the drag while the other side is called the cope. A very brief overview of the steps are explained in the text associated with the below photos. For more information about pattern-making and metal casting click on the pdf file to the right. The document was produced by Port Townsend Foundry.
In between work on the gammon iron I applied a couple of more coats of varnish to the cabin sides. One of the coats came out poorly and I had to sand, and sand, and sand to fix it. It was quite a bit of fun. The most current coat developed very tiny bubbles shortly after it was laid on. This is only on the cabin sides and not the staving. Not sure what is causing this. I have done some research and there are lot of different views. It's not the wood. It started with the fourth coat. It is definitely not the brush or roller. I don't think it is the temp. I vacuumed the night before, did an alcohol wipe down that night and again the next morning. I led the application with a good quality tack rag. Hmmmmm . . . . this is a mystery. Epifanes says it sounds like dust. I am not so sure but I have some time to sort it out. I changed mineral spirits though (I add a capful to 10 oz of varnish. So maybe I should go back to the other mineral spirits.

All that is left to do is add the styrooam peanuts, the top slotted wood panel, the styrofoam top, tape it up and mail it to the foundry.

Below:
1. The is a drawing depicting the design of the core master and core box--basically a slightly oversize mock up of the bow spirt where it passes through the gammon iron. It has to be split in the middle and a mold made of each half. The resulting mold is called a core box.
2. This is the core master. It is made from laminated pieces of yellow pine. It's 5 1/2" square, which is 1/2" wider and taller than the actual bowsprit will be. This allows for shrinkage of the bronze during the casting process and provide 1/4" of space all around the bowspirt. Notice the draft (angled surfaces) which allow it to be pulled from the casting sand.
3. These are the core master halves. The alignment pins are critical to building a symmetrical core master and ultimately the full gammon iron pattern. Everything hinges on the core master.
4. This is the core master getting prepated for plastic resin to be poured around it to make the core box. The waxed table saw surface is ideal for getting a perfectly flat and mirror image mold of the core master.
5. After the plastic resin has hardened around the drag side, it is flipped over and waxed. Then the cope side is built right on top of the drag. This is where the alignment pins start to become very important. This pictures shows the cope side of the mold hardening while clamped to the previously molded drag side.
6. After the plastic resin set, the core box was pulled apart. Note there are alignment pins in the core box as well as in the core master.
7. The core box after the core master has been pulled from the mold. The line of separation between the two halves is call the parting line. The flat surface of the table saw sets the reference point for building each half.
8. The deck plate pattern is being test fitted on the bow of the Far Reach. I used a hand smoothing plan to create "draft" (slight taper from the part line to the out side edge. The different veneers of plywood make it easier to get a corect shape. The under side also has draft though not as much.
9. Test fitting the deck plate and stem strap. The mock-up bow sprit is in the back ground but not positioned. It's just laying on the deck.
10. The stem strap also has a part line. Everything has to be perfectly aligned. That is why the pattern is build on top of the perfectly flat tablesaw surface.









Below:
1. The core master attached to the deck plate. This is the early phase of filliting the gaps.
2. The port side of the gammon iron box pattern being attached to the core master.
3. It is hard to see but there is a very small shim between the core master and the deck plate to fill in the gap caused by the draft in the deck plate and in the core master. The gap and the shim get a fillit to cover them.
4. Starting the fairing process with bondo. There are many steps to get the fairing perfectly smooth.
5. Small fillets being created on the leading and trailing edges of the the top plate of the gammon box.
6. The pattern is almost complete. The redish color is acrylic glazing paste, It was spread over the entire patter with a plastic squeege to fill any imperfection in the wood surface. After being sanding smoth the pattern was sprayed with gray primer and sanded again.
7. Side view.
8. Completed gammon iron cast by Port Townsend Foundry








Installing the Gammon Iron
The gammon iron arrived yesterday. PTF did a nice job. Looks just like the pattern I mailed in early March. I wasted no time getting started. The fairing has to be complete, before I can paint the boat. It looks kind of big sitting out on the end of the boat all by itself but it will blend end once the 4-5" high bulwarks are installed. Here is the sequence I followed (pictures posted in the photo-gallery below):
First, I checked the fit of the gammon iron. I want the bowsprit to follow the sheerline of the boat. That means it needs to tilt up about 4 degrees--the same angle as the last 6 feet or so of the deck as it runs up to the stem. The old plank style platform rose at about 1 degree. I never liked the way the original bowsprit "stuck out" nearly horizontal to the water while the sheer swept up. Did not look pleasing to me. Of course the new sprit is longer than the original by about 2 1/2' for a total of about 42 inches forward of the stem. Of course the real advantage to this gammon iron is the sprit will not be bolted to the deck so the chance of rot should be greatly reduced. But, I digress . . . .
First, I checked the fit of the gammon iron. I want the bowsprit to follow the sheerline of the boat. That means it needs to tilt up about 4 degrees--the same angle as the last 6 feet or so of the deck as it runs up to the stem. The old plank style platform rose at about 1 degree. I never liked the way the original bowsprit "stuck out" nearly horizontal to the water while the sheer swept up. Did not look pleasing to me. Of course the new sprit is longer than the original by about 2 1/2' for a total of about 42 inches forward of the stem. Of course the real advantage to this gammon iron is the sprit will not be bolted to the deck so the chance of rot should be greatly reduced. But, I digress . . . .

Second, I heavily waxed the bottom and edges of the gammon iron with paste wax to serve as a release agent.
Third, I sanded off the old primer with 40 grit on and RO sander where the fairing needed to take place so the new epoxy could adhere to the older epoxy laminate and previous fairing, vice hooking on to primer. The heavy grit will improve the mechanical bond of the new fairing.
Fourth, I mixed up two batches of West Epoxy heavily loaded with 404 High Density Filler. I added small amounts of 407 silica to improve its ability not to sag. The 404 fillers are mineral based and according to West Systems serve as a better "heat-sink" than straight 406 and reduce the likelihood excessive exothermic heat that could damage the epoxy. As Tim Lackey pointed out to me, the bronze itself would also help dissipate the heat. Once I mixed up the thickened epoxy I spread it out on a fairing board to reduce the heat build up and give it a little more pot life.
Fifth, I trowled it on to the deck and stem of the boat.
Sixth, I pressed the gammon iron down onto the bow and braced it into position with a purpose built 2x4 braced between the center post on the boat shed that separates the two "barn doors" and the gammon iron to hold it in position.
Seventh, I spent about 20 minutes fairing in the epoxy "squeeze-out" and another 20 minutes wiping up epoxy dribbles and smears with an acetone soaked rag.
Once I was satisfied the gammon iron would stay in place, I ran some errands. This evening I took my dead blow and tapped on the gammon iron kind of gently testing to see if it would come loose. It popped right off. There are two small voids. Overall, I am very satisfied with this first step. Tomorrow, I'll wash off the amine blush and continue fairing probably switching to 407 micro balloon.
After working on the gammon iron I applied pipe-dope to the two scupper sea cocks that had been just lightly screwed together. I also cut the scupper hose to fit between the cockpit scupper drains and the tail pieces on the seacocks. I ran out of time so I'll continue to work on them tomorrow.
Third, I sanded off the old primer with 40 grit on and RO sander where the fairing needed to take place so the new epoxy could adhere to the older epoxy laminate and previous fairing, vice hooking on to primer. The heavy grit will improve the mechanical bond of the new fairing.
Fourth, I mixed up two batches of West Epoxy heavily loaded with 404 High Density Filler. I added small amounts of 407 silica to improve its ability not to sag. The 404 fillers are mineral based and according to West Systems serve as a better "heat-sink" than straight 406 and reduce the likelihood excessive exothermic heat that could damage the epoxy. As Tim Lackey pointed out to me, the bronze itself would also help dissipate the heat. Once I mixed up the thickened epoxy I spread it out on a fairing board to reduce the heat build up and give it a little more pot life.
Fifth, I trowled it on to the deck and stem of the boat.
Sixth, I pressed the gammon iron down onto the bow and braced it into position with a purpose built 2x4 braced between the center post on the boat shed that separates the two "barn doors" and the gammon iron to hold it in position.
Seventh, I spent about 20 minutes fairing in the epoxy "squeeze-out" and another 20 minutes wiping up epoxy dribbles and smears with an acetone soaked rag.
Once I was satisfied the gammon iron would stay in place, I ran some errands. This evening I took my dead blow and tapped on the gammon iron kind of gently testing to see if it would come loose. It popped right off. There are two small voids. Overall, I am very satisfied with this first step. Tomorrow, I'll wash off the amine blush and continue fairing probably switching to 407 micro balloon.
After working on the gammon iron I applied pipe-dope to the two scupper sea cocks that had been just lightly screwed together. I also cut the scupper hose to fit between the cockpit scupper drains and the tail pieces on the seacocks. I ran out of time so I'll continue to work on them tomorrow.
Below:
1. The gammon iron stem-strap needs to fit flush to the stem of the boat to align it with the sheer-line of the boat. This will create gaps that need to be faired.
2. The primer I applied last year needed to be removed so the fairing compound can adhere to the laminate and previous fairing compound.
3. Troweling on thickend epoxy.
4. The initial fairing is complete.
5.
6.
7. Post cure with the gammon iron removed.
8.
9.
10.









11 May 11I was able to work on several projects today. I am pressing to get the boat ready to paint. The summer heat will be here in a few more weeks and that will complicate the painting.
This morning wiped off the release wax with a rag soaked with Interlux 202. I used the two rag system: one rag soaked with 202 to wipe across the wax and a dry rag to wipe it up. Interlux 202 is very strong stuff with naphtha and other nasty chemicals so I wore my full face respirator. Next, I scrubbed the whole faired surface with water and a 3M medium maroon scrub pad and wiped it dry with paper towel. Then, I applied two coats of thickened epoxy as part of the fairing to support the gammon iron. I used West Epoxy with 407 and a little 406 stirred in to make it non-sagging. I think it is starting to look like it belongs there. As I mentioned yesterday, the bulwarks will make all the difference in the world. I applied the first coat and about and hour later, when it was firm but not hard I applied the second coat to fill in some of the dips and hollows. After it cured later in the day I repeated the water and scrub pad wipe down and then sanded the whole thing. It will require a little more work but with luck it will be finished tomorrow afternoon.
This morning wiped off the release wax with a rag soaked with Interlux 202. I used the two rag system: one rag soaked with 202 to wipe across the wax and a dry rag to wipe it up. Interlux 202 is very strong stuff with naphtha and other nasty chemicals so I wore my full face respirator. Next, I scrubbed the whole faired surface with water and a 3M medium maroon scrub pad and wiped it dry with paper towel. Then, I applied two coats of thickened epoxy as part of the fairing to support the gammon iron. I used West Epoxy with 407 and a little 406 stirred in to make it non-sagging. I think it is starting to look like it belongs there. As I mentioned yesterday, the bulwarks will make all the difference in the world. I applied the first coat and about and hour later, when it was firm but not hard I applied the second coat to fill in some of the dips and hollows. After it cured later in the day I repeated the water and scrub pad wipe down and then sanded the whole thing. It will require a little more work but with luck it will be finished tomorrow afternoon.



Today I used Interlux Water-Tite fairing compound for the first time. Saves a lot of work since it is pre-thickened. It's also a 1:1 ratio so its quick and simple to mix up. The nice thing about it is I can use as little as I need. I use the pump system with West System and sometimes I need a lot less than I can get with one pump.


Installing the Bowsprit
This is the latest picture of the bowsprit modification. The sprit is just a mock up made from lumberyard pine glued up with yellow glue. The real spirt will be made of laminated doug fir glued up with resorcinol adhesive. It will also increase the width and height of the sprit by about 3/8" to fill up the gammon iron. This was not an accident but intention when we made the pattern for the gammon iron. I felt the cross section needed to be a little larger. I decided not to use a sampson post as I just did not want to cut a 6"x6" hole in the deck. The bronze heel-cup will be through bolted to a G10 backing plate that will be laminated to the underside of the deck. I think the heel cup fits with this style boat better than a sampson post. In the picture the windlass is sitting on its mounting plate in its final position but is not bolted through the deck. I'll do that later. I have had it sitting there for a couple of weeks just getting use to it. I like the way the sprit and the windlass look together. I designed the sprit and the windlass to work together as a system with the chain locker directly below the windlass down pipe.

I like the look of the bowsprit and the windlass.
In order to applied the non-skid I needed to decide where the bronze heel cup for the new bowsprit will be positioned. I have been thinking about this for a while and there were several options. However, the one that sounded best was to position the heel cup in an area of the foredeck that did not have any balsa core. From the area where the deck was molded to accept the original plank style sprit to the stem it is solid glass. There is a little work to be done to the under side of the deck as there is a reverse image of the raised portion there and I will need to fill it in so the backing plate will lie flush to the underside of the deck. To position the heel cup I marked off equal distances along the gunwale on both sides. Then I used a straight edge and a tape measure to find the centerline. That is where the heel cup will be positioned. The heel cup requires nine 3/8" flat head bolts. I think I will use shouldered bronze bolts for these. According to Dave Gerr in his book The Elements of Boat Strength, bolts with shoulders have nearly twice the breaking strength in sheer as bolts threaded to the fastener head. Once the underside of the deck is filled in I plan to install a 1/2" G10 backing plate. Normally there is no requirement to epoxy a backing plate under the deck. But, I think in this case, with all the loads of the headstay pushing aft on the bowsprit which ends up on the heel cup I would feel better of the backing plate is epoxied in place.

It was time to start drilling the holes for the gammon iron horizontal plate. I would have liked to have the fasteners outside of the "box" but the slope of the hull underneath combined with the thickness of the deck and the backing plate required they be set more toward the centerline. I originally thought that I would use carriage bolts. But, they would stand proud of the surface and make installing the bowsprit more complicated. I wanted the surface of the gammon iron horizontal plate to be smooth--nothing to bang into the underside of the bowsprit. So, flat head bolts seemed to be the way to go. The original stay sail tack fitting was installed with four 1/4" SS bolts. As part of the new designed bow sprit I moved the stay sail tack forward 24" to match the increased length of the bow sprit. This will increase the sail area a little but the angle of the forestay will be improved making it stronger. The gammon iron also wraps around the stem and will be bolted through the stem with three bolts. Nonetheless, I decided to bolt it down with 1/2" bolts. To order the "shouldered" silicon bronze bolts I needed to know how long they must be to reach through the gammon iron base, the deck, and the 1/2" G10 backing plate. The only way to do that was to drill the holes first. So I did. Because I knew ahead of time that the forward most bolts would need to be under the gammon iron "box" I needed a way to drill them and counter sink the top. The only way to do that was to buy a countersink that would let me "pull" vice push to make the bevel. I talked to the folks at W.L. Fuller and they helped me pick the right one. The photos below give a good indication of how it works. Unlike all the holes I drilled in the stanchion and bulwark bases I drilled these by hand as I could not get the gammon iron on the drill press. This was not difficult but it was time consuming especially cutting the counter sinks underneath. I had to keep removing it to check it for fit. Also, these are not expensive bits and I had to resharpen which took some time. I tried out some cutting fluid with unimpressive results. I think water works just as well and is a heck of a lot less messy. Also, my old Craftsman 3/8" VS drill is starting to wear out. I drilled slowing, as you should do when cutting metal, and it is starting to make all kinds of buzzing sounds. I'll need 1/2" x 3 1/2" long bolts for the horizontal plate and 2 1/2" long bolts for the stem. An interesting side note. The bronze gammon iron weighs 24 lbs. The original steel backing plates weighs 26 lbs. The new G10 backing plate weights about 2 lbs. I believe the new Douglas fir bowsprit will weigh about 1/2 - 2/3 of the original teak platform bow spirt. Also, I am not installing the 25lb SS pulpit. My new craze iron will weigh more than the original as will the anchor rollers. In the end, I think the new design will weigh a little less than the original but increase the sail area dramatically as well as reduce weather helm. I still need to work on the stem piece.
Below:
1. 1/2" Fuller Counter Sink. You can use it from either side of the surface. It works well.
2. I drilled two 5/16" holes for the aft end fasteners. The drill was clear of the upper part of the gammon iron.
3. Next, I enlarged the holes with a 3/8" bit followed by a 1/2" HSS bit.
4. Next, I used the Fuller Counter Sink.
5. I test fit the fasteners. This was a SS 1/2" I happened to have. The ones I will install will be silicon bronze.
6. I counter sank the other other.
7. The forward holes were just under the upper part of the gammon iron. I had to drill them from the bottom.
8. The nice thing about this counter sink is it can be used from either side. I could only get to the hole from the back side.
9. The gammon iron temporarily installed with SS fasterners. The final installation will be with silicon bronze fasteners.









Next, I drilled the 3/8" holes for the stem. Previous to that I drilled the 1/2" holes through the horizontal plate. I finally wore out the counter sink and ordered a new one from W.L. Fuller for 3/8" flat head bolts. It worked great. I marked on the stem with a sharpie to remember to drill the hole through the stem with a 5/16" vice 3/8" bit so I can tap it. The lower two will be through bolted. The reason the upper one is tapped is the bolts threads are not exposed on the inside of the boat due to its top location and the upward angle of the bolts. In fact, since the photo was taken I drilled all the holes in the boat and test fit the gammon iron. it fits very well. I also drilled the holes for the backing plate as well. As soon as the last of the bronze bolts arrive, I will install the gammon iron for good.

Readers may recall from the 7 July entry that I had a lot of trouble getting the right bronze bolts. Well the ones I finally settled on were a little long. So, after test fitting them it was apparent the threads needed to be extended 1/2" and the overall length reduced by 3/4". I cut longer the threads with a 1/2"-13 die which matched the existing threads. It surprised me how much strength it took to turn the die even through bronze is pretty soft. I used some thread cutting fluid to reduced friction but it still generated a fair amount of heat. I made a 1/4 turn then backed the die off 1/8 turn so on and so forth until the threads were the required length. During the test fit It took a little while to get all the holes to line up between the gammon iron, deck, and G10 backing plate. Once I was satisfied with the fit I set it aside for tomorrow.

Cutting longer threads with a 1/2"-13 die.

Original bolt on the left--the modified bolt on the right.
The gammon iron installation is complete. I chamfered the holes in the deck and the stem with a counter-sink. I carefully taped off the gammon iron and the fiberglass around it then performed an acetone wipe down. I used butyl rubber to make small rings around the chamfered holes and under the bolt heads. I then applied 3M 4000 UV as the main bedding compound. I installed four 1/2" bronze flat head bolts vertically down through the gammon iron, deck, and 1/2" thick G10 backing plate. I used bronze washers, split lock washers, and heavy duty nuts. On the stem, the top bronze 3/8" flat head bolt is installed via a tapped hole (there was no way to use a nut since the bolt is oriented up toward the deck). However, the lower two 3/8" bolts are through-bolted into a 1/2" G10 backing plate and secured with washers, split washer, and heavy duty nuts. Squeeze out was easy to clean up with the tape preventing a mess. Task complete.



Once it was time to start on the bow sprit I had a figure out how to marry the bronze heel cup to the but of the sprit.Originally, I had thought about bitts or a sampson post. But, they both seemed more work boat style and though I love them both I thought the style would not fit on the more elegant Alberg designed Cape Dory 36 Far Reach. Then, a year or two ago, while I was working on other projects, I saw a picture of the 65' Lion's Whelp, built by Phineas Sprague, in an old issue of Cruising world. What a gorgeous boat! The lines of the two boats are similar to my eye--kind of long and lean with similar overhangs and a low sheerline. It turns out Lion's Whelp was designed by John Alden, and of course early in his career Carl Alberg did design work for Alden. So, maybe the similarities are real and not just imagined by me. Anyway, the bowsprit on Lion's Whelp is captured in a rounded bronze heel cup. It looked very elegant. Click here for a link to pictures of Lion's Whelp. Scroll down for pictures of the bowsprit. So, I bought a similar design from Port Townsend Foundry and set it aside while I continued to work on other projects. I have been thinking about how I would shape the bowsprit to fit this heel cup ever since I bought it. Once I decided this week to begin the project it seemed like a good idea to start by carving up the slightly undersized mock up instead of risking a huge mistake on the hunk of doug fir I have for the real bow sprit. So, I started by creating a template of the inside of the heel cup. I used wooden stir sticks that I glued one on top of the other to make a profile of the interior curve. Then, I took careful measurements and traced the template on the side of the sprit. I cut the excess off with a jigsaw and then used a power planer and the belt sander to work up to the lines that I had drawn. From then on out it was a batter of using calipers and cabinet rasps to sneak up on the fit. I finished up by using chalk powder to get a more precise fit. I am pleased with the results. The fit is good. However, I am a little unsure how snug the two should fit together or how I should bed it. I want to keep the water out but I also want to be able to remove the sprit for maintenance. I have some feelers out to a few folks that I think have experience with this kind of project. I have actually started work on the final doug fir sprit and I'll post some pictures over the next few days as I continue to work on it. In the gallery below are some pictures of my practice efforts on the mock up.
Below:
1. I cut the stir sticks flat on one end.
2. I glued them one on top of the other and pressed them into the heel cup to "capture" the shape.
3. I then had a template I could use to trace the shape on the bowsprit.
4. I drew the lines out on the mock up and then used a power planer and a belt sander to rough out the shape.
5. These are some of the tools I used. A draw knife might be useful but I don't have one . . . yet.
6. When I was close with the fit, I used chaulk to fine tune the fit.
7. I think it's a pretty good fit for my first attempt.







23 Apr 14 I don't have time for a write up tonight. I posted pictures with some embedded narrative. Suffice it to say, I am focused on the on the bowsprit right now. It's still rough and looks big and blocky and the curves at the butt end are not true yet, but it will end up slender, symmetrical, and, dare I say, sexy by the time I am finished. The original DF timber was 50.5 lbs before I started shaping. I suspect It'll be around 35lbs when Its complete. Some math regarding weight so far: Original teak platform bowsprit = 75 lbsOriginal backing plate aka "the thing"= 26 lbsbow pulpit + 25 lbsTotal original weight = 125 lbs Final DF bowsprit = estimate 29 lbs Updated 6 June 2014 after I weight the final painted and varnished bowsprit.bronze gammon iron = 25 lbsG10 Backig plate = 3 lbsHeel cup, cranze iron, and bronze bow rollers = 30 lbs. Current total weight = 87 lbs. I think by the time we add the wire and turnbuckles we will be about the same as the original or a little lighter.
Below:
1. Quatersawn Doug Fir 94" x 5 1/2" x 5 1/2"
2. Laying out the curve of the heelcup from the template I made previously.
3. I trimed the cut out with a jig saw leaving plenty of room for blade wander. Then I cut outside vertical edges with a carpenter's saw.
4. No worries, I left plenty of room for blade wander.
5. I hauled the timber over to my friend Tom's house. He has a bandsaw. I cut the wedges off that I had laid out with a straight edge and pencil.
6. The rough saw marks from the band saw have to be cleaned up. I drew more layout lines always keeping plenty of reference points. I am not a do it by feel kind of guy when it comes to this kind of thing. I try to be as precise as I can.
7. I spent quite awhile working to get the heel cup to fit snugly on the end of the sprit. I used the the mock up, my caliper, lots of lines, a belt sander, cabinet rasps, chaulk, and all the patience I could muster to ease up on the fit. The final fit will not be snug . . . just a litle loose so I can get bedding compound around the heel.
8. I cleaned up the saw marks with a smoothing plane. The notch just past the mid point on the sprit is the flat side I need to keep for the bow roller.
9. I drew layout lines for the bow rollers and the gammon iron. Everything else will be rounded, radiused, flaired, curved, or all the above.
10. The top centerline. It's a lovely piece of quartersawn wood.
11. This is my home built 7-10-7 guage. This device allows you to turn a square into a rounded spar. I learned about it from Greg Rossel's book "A Boatbuilders Apprentice."











4 Apr 14We spent most of the say on a family field trip to Tryon palace (The North Carolina colonial governor's residence) in New Bern, NC. However, this afternoon, I went out to the shop and figured out another way to layout the lines for 7-10-7 ratio on the bowsprit without using the gauge. Measure the width of the bowsprit at a selected point (best if near the end of one of the tapers) in millimeters. Divide by 24. (7+10+7=24) That number becomes the unit of measurement for that point on the bowsprit. Multiply the base unit by 7. Mark it off out the outside edge towards the center. Then mark out the same measurement from the opposite edge. Then, multiply the base unit by 10. That should be the distance between the two marks. Do the same on the other end of the bowsprit. Draw lines between your marks. You should have perfect lines for making your four sided bowsprit 8 sided by planing down between the lines. The photo on the left below shows and example. The width of the sprit is 131 mm. I divided it by 24. The base unit of measure meant for the spot is 5.45 mm. 5.45 X 7 = 38.2 mm. Measure it off. Measure the same distance on the opposite side. Then multiply 5.45 X 10 = 54.5 mm. That is the distance between the two outside marks. You only need this number to confirm you first measurement was correct as the center width was determined when you made the outside marks. Do the same thing on the other end of the sprit. The numbers will be different since the sprit is narrow there (or wider depending on which end you started with). Draw lines between the two marks. You are ready to plane the four sided spar to eight sided. More on this with the next post.
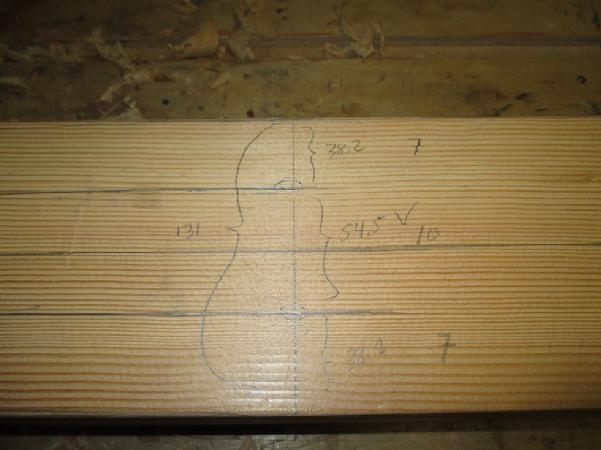
Laying out the marks for 7-10-7 ratio for turning square sided tapered spar to a round tapered spar

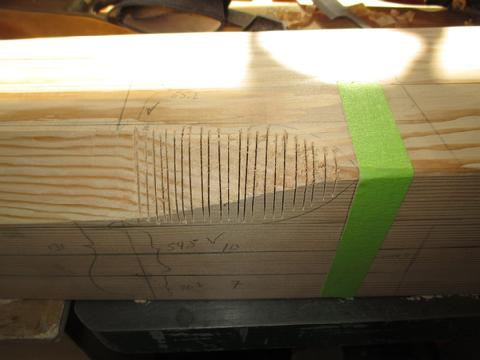
After working the simple math for the wide and narrow ends and laying noting the marks on the spar I drew lines between the fixed points. Planing the spar across the corners to the same lines on the adjacent side will turn the four sided into an spar eight sided.
26 Apr 14I picked up a draw-knife this morning as I have been wanting one for a while. This was the perfect use for it. I have never used one before. I read a helpful artical in Woodenboat Magazine No 222, pg 44 by Jim Tolpin that got me started. It's a very useful tool. It was fun work to take the sprit from four to eight sides. I used the draw knife to get close to the 7-10-7 lines I drew yesterday. Close, but not too close. Then, I switched to the smoothing plan to get the new surface flat and true. I checked my work with a straight edge as I went along. I used a back saw to make small kerfs when I need to scallop the flutes on the part of the bowsprit that is just forward of the gammon iron. The, I cleaned up the kerfs and filed them smooth. Next, I used a low angle block plane to take the bowsprit from 8 to 16 sided. After that, I started sanding. The bow sprit looks good. I am pleased with it but there is still a fair amount of work to do to smooth it out properly. Also, I need to start working on the end of the bowsprit for the fitting of the cranse iron. More work to come.
Below:
1. I started off by cutting the flute. I used a small back saw to cut kerfs, then chiesled the out, then sanded them.
2. I used a draw knife to rapidly remove the excess wood when transitioning from four sided to eight sided.
3. I used a straight edge to check my work and make sure I was planing straight and flat.
4. I don't have any wood carving skills or tools for it. So, I have to go very slow to create the fluted and curved parts. From the rounded edge to the heel the bowsprit will be painted white. Forward of it will be all varnish.
5. Eight sided.
6. One I had the bowsprit eight sided I used a low angle block plane to knock the edges down and make it 16 sided.
7. I started sanding late this afternoon. I will take some time to smooth it out. It's slow and borning work. Next, I start cutting the end to fit the cranze iron.
8. It will take some work to clean up the rounded ends. I don't really have the tools for it so I have to proceed slowly.







Below:
1. I used a home made depth stop so I would not cut down past the thickness of the cranse iron.
2. Then, I used a small trim saw to cut a bunch of kerfs. I used a draw knife to remove the kerfs.
3. I used a compass to scribe a circle and I used scribe lines to keep the center of the bowsprit aligned.
4. I kept checkin the straightness of the taper to make sure it remained true and aligned properly. Most of the tapering was accomplished with rasps and a spoke shave.
5. This was slow going. I will work on it a bit, check the fit, draw lines, and go back to carefully trimming the taper.
6. This is the initial rough fit. It is pretty close. I had to use a mallet to whack it on. Tomorrow I'll refine the fit a bit better. Its needs to be snug but I want the fit even all around.






27 April 14Gayle and I were able to get a little kayaking in this morning. It was great to get out on the water. But, I spent most of the day working on the taper to the nose of the bowsprit to accommodate the cranse iron. I have only done this once before, to the mock up, and that was a rushed job . . . but I was familiar with what I was trying to do and that helped. I used a home made depth stop on my small hand saw to limit the depth of the first cut. I set it a little less than I needed for the cranse iron to fit properly. I cut along the line and then used a trim saw set to 5/16" deep to cut a bunch of kerfs from that first cut all the way to the tip of the bowsprit. I used the draw-knife to remove the kerfs and rough in the taper. I drew a circle on the end of the sprit with a compass, using the old vertical and horizontal hash marks to keep the same center point. I drew lines down the length of the sprit as reference points and then I went at it with a spoke-shave and cabinet makers rasps. It was a long slow tedious process but I was pleased with the results. I had on some good music, opened the double doors to the shop and the garage doors, and let the cool breeze blow right though. It was a lovely day. I used a straight edge to continually check the alignment and to keep the taper consistent. The spoke shave really performed yeoman's service today. In fact, it has been invaluable throughout the rebuild of the Far Reach. By this afternoon, I was able to seat the cranse iron in position. There are a few uneven pressure points. I think the fit should be very snug . . . but evenly snug, around the cranse iron. I have a little work to do to be fully satisfied. This is one place I might use some epoxy. I am thinking I will, at some points, wax up the inside of the cranse iron, slather on epoxy thickened with West Systems 404 High density filler to ensure I have a perfectly flush and even fit of the cranse iron. But that will be later. Tomorrow is about detail work on the sprit. Working on the flutes, the heel, the aft taper, etc. I need to order the 1/2" bronze rod to make the bolts for the bow rollers . . . and I need to order the delrin bow rollers. Still lots to do but we are getting darn close.
28 Apr 14I spent the afternoon working on the bow sprit. It still needs a little more detail work but we are mostly there. I am very pleased with it. It always amazes me how a little detail work can transform something from blocky to refined. I have a wedge under the gammon iron and under the gammon to secure it since the heel is not bolted down. I hate to have to pull it down tonight. I need to find some 3" rollers to fit the bronze anchor roller system that bolts through the bowsprit.



Updated 18 May 14:
Gallery below: I started the installation of the bronze bow rollers for the bowsprit. I had these cast two years ago from a pattern made by Larry Pardey for Taleisin. It is an interesting design. They are bolted horizontally to each other through the bowsprit just forward of the gammon iron. I had to find the right size rollers before I could proceed--I was just about to mill my own from a blank of delrin when I found these on line. But, I still had to enlarge the center hole. I spent part of today carefully drawing out drill marks on the bronze brackets and performing some initial drilling. I need to be very careful on these and drill as precise as possible. With luck, I will finish them up in the next couple of days. I'll add photos to the gallery as I make progress. Photos added 18 May 14--see photos for more detail narrative. I have also done a lot of thinking about how to mount and bed the heel of the sprit in the heel fitting. I am thinking about fastening a piece of 1/4" G10 to the bottom side of the bowsprit where it fits into the bronze fitting. One line of thought is to use epoxy and modern bedding compound and try to keep water out. The other is that water will get into the fittings so drain holes should be added, channels cut to allow water to escape the fitting, and minimal bedding compound. Though unsure which is the best solution, my primary concern is water will get in the fitting and the douglas fir will always be wet, especially on the bottom of the sprit, and rot will occur. This approach will require that a corresponding amount of wood be removed from the bottom of the sprit in order for the sprit heel to fit into the bronze socket. This is something I am considering. Over the next few days I will decide and I'll post more pictures and provide more detail . . . if I go that route.
Below:
1. Rough cut 1/4" G10 insert for the bottom of the bowspirt.
2. Drilling out the nylon bow rollers.
3. Drilling mounting holes for the bronze bow roller assembly.
4. I used a series of bits, drilling in sequence, to maintain straight centered holes and to make it easier to dril the holes.
5. The two aft holes are half inch and the 1/2" rod with have a threaded nut. The forward hole will be threaded as the rod screwed into the flange as a large nut here would interfere with the anchor chain.
6. I cut a wood support block to fit between the flanges so the drill would not force the flange down during drilling.
7. I clamped the bow roller assembly to the bowsprit to allign the holes and make appropriate marks.
8. I made a drill guide jig on the drill press to ensure I drilled a straight hole. Then, I used the long bit with the drill to drill half way through the sprit. Then, I flipped the sprit over and drilled the other half from the opposite side to meet in the middle.
9. Half way through . . . a nice straight 1/2" diameter hole.
10.The rod pushed through the hole. The rod will be cut and each end threaded for the tapped forward holes.










21 May 14: "A Man Has Got to Know His Limitations." -- Inspector Harry Callahan AKA Dirty HarryThe short version--The bow roller assembly is complete and installed . . . temporarily and I am pleased. The longer version: I spent the last couple of days working on this project, which turned out to be more difficult than I thought it would. There were some nuances to the drilling and thread tapping that proved challenging to me. I have drilled a lot of holes and tapped many threads in bronze. But this project required the two flanges to be tapped and threaded for the forward holes and then for the two parts to line up perfectly on the sides of the bow sprit. Drilling the aft two holes was tricky and required patience. These two sets of holes tested my capabilities and that of my small bench top drill press and machine vise but I pulled it off and was satisfied with the results. However, I was unable to successfully tap the threads on the 1/2" silicon bronze rod. I was able, with difficulty, to cut the threads but I cold not get the threads aligned straight on the rod . . . and it was a lot of physical work. I stopped after cutting about 3/4" of thread. My hardware store dies were just too limited. I had to take the rod to Bircher Machine Shop. Jim Bircher is a great guy and extremely talented. It is a very high tech shop with multiple employees. Jim is a sailor and also builds cannons. Anyway, they cut the threads perfectly and exactly the way I wanted. It wasn't cheap, and I hated to not do it myself, but there was no other option. The drilling of the forward holes were a different matter. The alignment of the holes and the tapping was very difficult. I did not appreciate, at the time, the kind of precision required for this kind of hardware design. I worked hard to make sure they were straight and the threads tapped properly. I was off, only a small amount to be sure, but I was initially frustrated with the result. I did not know I was off until I inserted the forward bolt. Because this cross bolt is threaded into the two opposing brackets the slightest misalignment is telegraphed. If the assembly used nuts for all three bolts it would be no problem as there would be some slop and everything would tighten down perfectly flat. I talked to Jim about it but he thought it was a non-issue. He loaned me a big clamp to pull the wayward aft ends in (about 3/16" on each side) flat and snug. Then, I drilled the holes through the bowsprit with my guide block and the bolts all slid right into place. I was pretty happy about it. But, I was once again reminded that a new skill, and the knowledge that comes with it, always has a price. I think, based on my limited skill for metal work, I would have been smart to have had those forward holes drilled and tapped at the machine shop. I could have drilled the others, but that forward hole was key, and I could have saved myself some serious aggravation and worry had I recognized Harry Callahan's sage advice. Nonetheless, I am declaring victory.
Below:
1. I used the big clamp to ensure the hardware was snug and would not move while I marked the spot for the holes.
2. I marked each hole carefully and used a guide block to ensure I was driling straight and plumb. I drilled half way from each side meeting in the middle.
3. All the holes lined up nicely.
4. Looking forward.
5. Starboard side.
6. All the bolts will be trimmed off flush after the final install.
7. Another view of the aft end.







After clamping the bow roller assembly together I removed it and taped off the back of the hardware with clear packing tape. I applied some neat epoxy to selected spots that had some voids under the hardware since the part that lays against the bowsprit is not perfectly flat. I also applied some neat epoxy to the tip of the bowsprit where the cranze iron is positioned. Then, I mixed up some West Systems epoxy and thickened it with 404 High Density filler and a bit of colloidal silica. I applied it to the side of the bowsprit and reinstalled the bow roller assembly tightening it down squeezing out the epoxy. I cleaned up the squeeze out, put it back in the cup, and mixed in some douglas fir sawdust I collected from by belt sander dust bag to tint the color. I applied it to the front of the bowsprit and pushed the cranze iron into position. I cleaned up the squeeze out. I let the whole thing sit and cure for about two hours. While it was still rubbery, I tapped off the cranze iron with a dead blow hammer and removed the bow roller assembly. By doing this, I was able to fill any voids under the hardware which will still require bedding compound applied before the final install but now eliminates any unwanted gaps. Having smooth surfaces and a tight fit also reduces stress to the sprit when it is under load by ensureing a better fit. I finished off the day by installing a 1/4" thick G10 plate to the bottom of the bowsprit that I recessed with my router a few days ago. I undercut the G10 plate making it slightly smaller around the edges to create channels for any water that gets into the heel to drain out a hole I have yet to drill in the back of the bronze heel cup. Also the bottom of the bowsprit will be elevated in the socket and only the G10 will make contact with the bottom of the heel cup. In other words, the G10 plate will sit on any dampness on the bottom of the heel cup vice the bottom of the wood bowsprit and there are channels for water to flow around it. I used 3M 5200 to glue the G10 to the Doug Fir because I wanted there to be some flexibility in the adhesive should the doug fir expand and contract. The next step will be to conduct final fit of the sprit to the heel cup, conduct final sanding, and then paint and varnish the sprit.
Below:
1. I applied thickened epoxy to the sprit and tapped the cranze iron home. Then, I cleaned up the epoxy squeeze out.
2. The fit was pretty good before but now it is precise.
3. I also applied some thickened epoxy to the small voids under the not perfectly flat bronze roller assemblies.
4. The fit was pretty good to start with.
5.
6. This is the underside of the bowsprit showing the G10 plate I attached with 5200. This will prevent the bowsprit from sitting on a damp surface.






How to marry the bow sprit heel the bronze heel socket has really challenged me. I don't have any experience with this kind of thing so I have researched and read and talked to my mentors about it ad naseum. The initial plan was to go completely traditional . . . red lead paint, dolphinite, drill drain holes, and install. But, as I worked on trying to get the final fit beteen the curved part of the heel and the socket I began to have concerns. I was disatisfied with the fit. I was close but I thought that if I did not have it right when I install it--and the head stay, bob stay, and sprit shroud stays begin to compress back on the heel the wood my splinter and water would penetrate the endgrain. One suggestion was a complete molded epoxy fit . . . but I am not a big believer in coating wood in epoxy. Water will invariably get into the wood and the epoxy will trap it there. The heel will swell and there will be the devil to pay to remove it. I felt like I need to leave some room for swelling. I talked to a respected spar maker who told me about having to saws-all off swollen rotted sprits. But, If I left wiggle room on the sides to allow for swelling the sprit might move around and cause problems in the heel. So, after lots of thinking about it I decided to use a little of all the ideas. Some epoxy to ensure a proper fit, a gap on the sides to allow for expansion, red lead paint to protect the wood not covered in epoxy, some modern caulking to reduce the change of water getting in, and a drain hole to let water out.

I used thickened epoxy to ensure a snug fit at the back of the heel. I left the sides bare and painted them with red lead paint. I left about 1/8" of gap on the sides to allow for swelling. I previously installed a 1/4" thick G10 plate on the bottom of the bowsprit heel.
I added the forth and final coat of paint to the bowsprit. I am pleased though there are a few dings here and there. I chose not to fill them in and spend days getting it just right. There will be time later . . . when it gets another coat of paint . . . to fill in those small imperfections. I am just happy to have it completed. It looks uneven on the side where the holes are but that's just the molded epoxy that fits under the bronze bow roller assembly. That actually will ensure a tight and proper fit between the assembly and the sprit . . . and you won't be able to see it anyway. I'll let the paint cure for a couple of days before I install the bow roller assembly and mount the sprit on he boat. I wonder what the boat will look like with the addition of the bulwarks and the traditional bowsprit. It's certainly a lot more functional . . . but hopefully it will look good to my eye.

The edge grain is up as it holds varnish better and is less suseptible to checking.

Along the side with the holes you can just see the uneveness due to the thickend epoxy base I made to conform to the uneveness in the bronze base of the anchor roller assembly.
18 June 2014Plenty of work but not a lot to show for it. The priority has been to complete the painting and varnishing of the bowsprit and and to bed the bowroller assembly. I test fit the roller assembly and simply had to mount the bowsprit on the Far Reach to see what it looked like. Next, I removed it, uninstalled the hardware, added a final coat of paint, and then bedded the bow roller assembly. I used dophinite so that the roller assembly could be removed with minamal fuss. I was going to use some 3M 4000 around the bolt holes but became concerned that they might be hard to remove since there is not much to grab to pull the bolts. And, because the two parts of the assembly are "spun-on" to the double ended threaded foward bolt you can't pull the castings off with out first removing the aft two bolts. Anyway, it should be farily simply to remove the roller assembly when necessary and that ended up being the higher priority. There are more pictures in the gallery below.

The final test fit of the bowsprit and rollers before I bed the rollers and cut off the end of the bolts.
The rest of the time has been spent installing some small pieces of trim and the final shelving in the port locker. I have been working through a short check list of items to accomplished. I ordered bulkhead mounted compass for zone one-- A Richie BN 202 Navigator. I learned that you can by a separate globe for different world zones for about 2/3s the cost of a new compass. Then, you just swap out the globes. The new mast will be ready for pick up next week. I'll have to pick it up (an interesting adventure in and of itself I suspect) then prep it for painting. As soon as we have the mast painted and assembled with the trysail track, whisker pole track, and all the fittings we will start taking down the boat shed. While we are working on the mast I will start splicing one end of the standing rigging. We plan to splice the other end on the boat after the mast is installed and lined up with the halyards. There is a lot to be done for certain but with the exception of the sails the Far Reach could be ready for the water in about a month. I think we will wait for final deck fitting installation after the rig is in the boat so we can see where best to locate some of the fittings. The final list of things is not too bad . . . I continue to add a few here and there but I already plan to cut the list off as soon as the boat is ready for launch. We will finish some things later. I need to go sailing . . . and soon.



